板式家具主要生产设备及选型
李伶俐
(广东建设职业技术学院,广东 广州 510470)
摘要:板式家具由于其零部件的通用性和互换性,符合大批量生产条件。由于其对零部件加工精度要求高,故对设备的要求相应就较高,因此根据产品的定位和产能的要求对板式家具设备进行选型并配置合适的设备是非常重要的。以生产覆贴木皮类板式家具的主要工序为主线,讨论了加工板式家具部件所需的电子开料锯、木皮设备、封边机及多排多轴钻床的特点,供相关家具企业在设备选型时参考。
关键词:板式家具;主要设备;选型
板式家具是家具行业中比较常见的一种家具形式,由于其零部件的通用性和互换性,适合大批量生产。由于对零部件加工精度的要求比较高,故板式家具的生产对设备的要求相应就比较高。因此,根据产品的定位和产能的要求对板式家具设备进行选型并配置合适的设备是非常重要的。板式家具主要设备的类型如表1所示。
一、开料设备
1.电子开料锯
电子开料锯(如图1所示)是对板材进行批量裁切加工的设备,由于采用稳定的锯座运动方式,锯座运动速度可以达到60m/min,采用大直径锯片,锯片升起较高,一般可以达到100 mm,可以同时对几件板材进行同规格部件的切割,具有很高的锯切加工效率。电子开料锯普遍采用电脑进行锯切的计算和控制,可以使板材利用率得以提高。由于锯切是在封闭空间进行的,因此又具有很高的操作安全性。
电子锯选型中,要注意以下参数:
一是规格。规格是指锯切板材的最大规格,一般情况下,国内的板材规格是2440×1220 mm,所有的电子锯均可以切割这个规格的板材。但是对于某些进口板材,如3048×1220 mm、3658×1830 mm等大规格板材,若需要切割,在选型时就要加以考虑。
表1 板式家具主要加工设备的种类
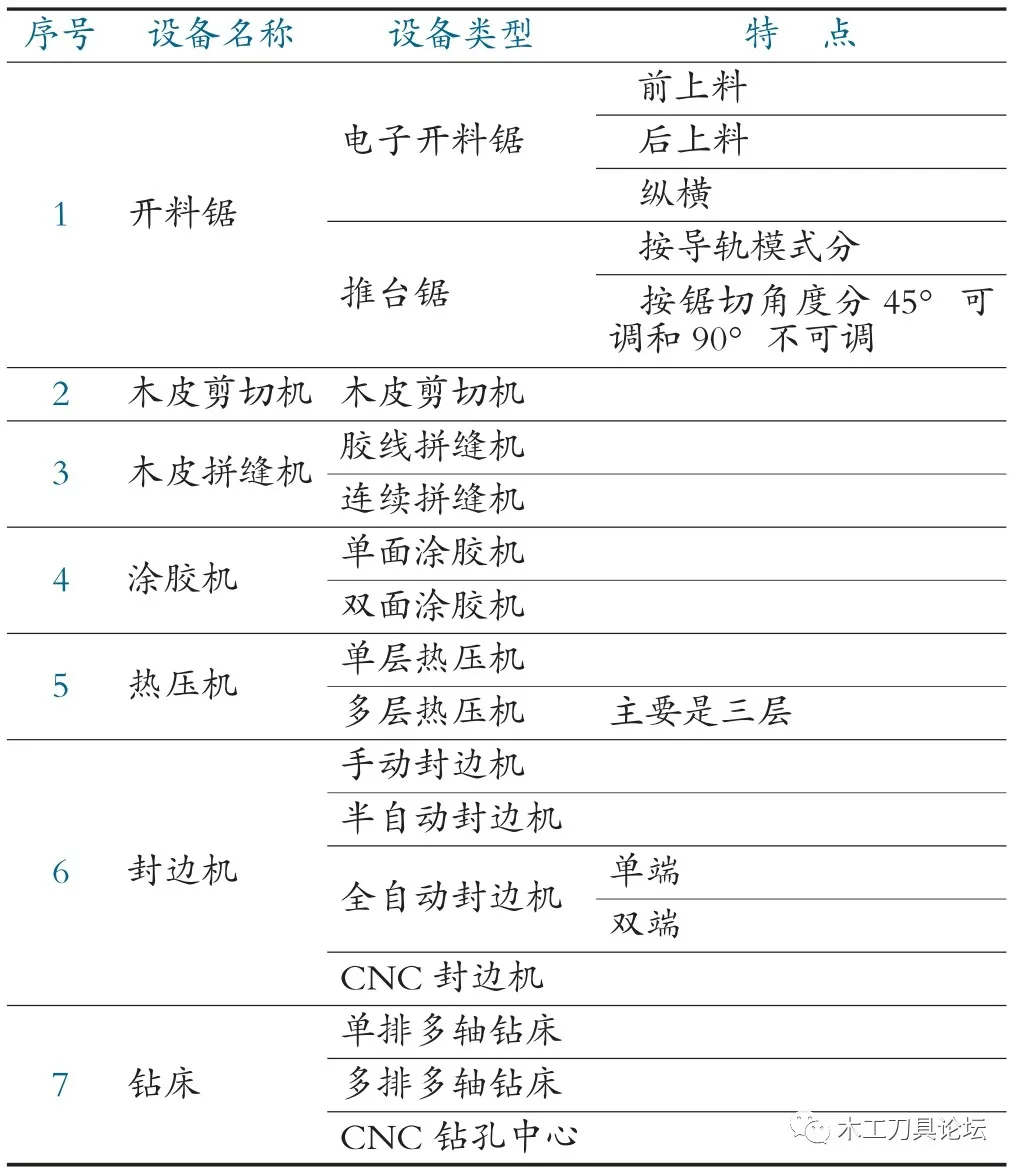

图1 电子开料锯
二是锯高。一般电子锯的锯高有80 mm、100 mm、120 mm、150 mm等。锯高比较大的型号,一次锯切的板材数量也比较多,但是锯切的质量和速度可能会受到一定影响,所以也不是锯高越大越好,一般以100~120 mm为宜。
三是锯片进给速度。速度越大,锯切速度也越快。但是实际使用时,考虑到锯切板材品种、质量要求等,一般在每分钟20~30 m为宜。
四是锯切软件。要求软件的界面采用中文,可以方便操作手的培训和实际操作,并减少操作的出错可能性。要求软件有自动排版功能,可提高材料利用率和锯切效率;要求软件具有储存和联网功能,可以使编程由专人在办公室完成,降低对操作手的文化要求,从而提高生产效率。
2.精密推台锯
精密推台锯(如图2所示)是对板材进行灵活裁切加工的设备,由操作工人推动精密的铝合金推台沿锯切方向运动产生锯切,锯切规格调整方便迅速,是板式家具部件锯切的常见设备。
精密推台锯选型中要注意以下参数:
一是导引台的形式(如图3所示)。导引台必须具有高稳定性、灵活性和精确性,为了达到这一目的,精密推台锯导引台一般采用大型双滚轴式垂直引导系统。区别在于导轨的形式,一般有两种:一种是采用高压树脂异形导轨,一种是采用高强度直线圆轨。由于高压树脂异形导轨的品质难以控制,因此在选择时应当加以注意。

图2 精密推台锯
图3 精密推台锯的导引台的形式
二是电机功率。一般精密推台锯的电机功率有3 KW、4.5 KW 两种,对于切割刨花板和厚度相对比较大的板材,宜选择4.5 KW的电机。
三是锯切角度是否可调及调节方式。在实际生产中,常有部分工件的切割面需要切割成一定的角度,就要选择锯切角度可调的型号,一般锯切角度最大可以调整到45°;调节方式也有手动和电动可以选择,选择电动的可以方便调节。
在实际配置过程中,一般都是配置1~2台角度可调机型,其它选择不可调机型,可以降低投资成本。
二、木皮剪切机
微薄木是高档家具中常用的饰面材料,木皮剪切机(如图4所示)是对微薄木进行齐边、截头等精密裁切加工的设备。工作时,由专用刀具在液压机构的驱动下对微薄木进行剪切,可以一次对数十张叠加的微薄木进行加工。木皮剪切机所要注意的参数一般就是最大加工长度,常用的为2600 mm。

图4 木皮剪切机
三、木皮拼缝机
由于大部分天然微薄木幅面较小,不适合直接覆盖在基材表面,如果直接覆盖在基材表面,相互之间的缝隙也很难控制,使得覆面之后的工件的表面质量不佳。本设备是采用快干型胶粘剂或者专用拼缝胶线对精密裁切后的微薄木进行拼接,形成大幅面微薄木的设备。使用该设备加工后,可以使板材表面形成连续紧密的微薄木覆面。
木皮拼缝机的选型要注意拼缝机制的选择,拼缝机制有两种:
一种是采用专用拼缝胶线,由进给装置和胶线加热供应装置共同运行,在微薄木接缝处形成连续的S型轨迹(如图5所示),将微薄木拼接在一起。由于是不连续的规则距离的点状连接,在对拼接完成的微薄木进行移动、压贴加工时,容易产生开裂、脱线等缺陷。而且,胶线本身具有一定的厚度,在热压加工时,有胶线部位的微薄木被挤压,会产生密度大于其它位置的现象。在后续油漆加工的染色阶段,产生对染料吸收不均匀的现象,有时候会明显看到拼接的S型轨迹,影响产品的装饰效果,如图6、图7所示。这种拼缝机称为胶线拼缝机,价格低廉。

图5 拼缝加工完成时胶线S型轨迹
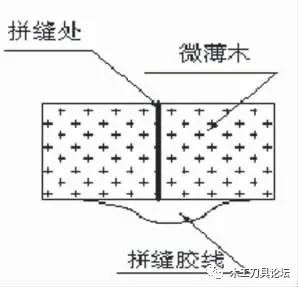
图6 拼缝加工完成时胶线实际状态
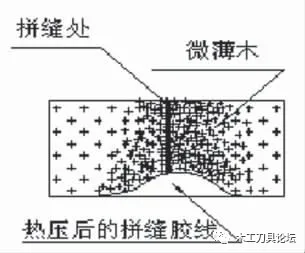
图7 热压完成后胶线引起的微薄木密度变化
另一种机制是采用胶粘剂涂布于微薄木的端面,将两张微薄木的边缘紧密胶粘在一起。这种机制拼接的微薄木质量稳定,在后续加工中基本不会出现加工缺陷。这种拼缝机称为自动连续纵向拼接机(如图8所示),但其价格比较高。
四、涂胶机
涂胶机(如图9所示)将胶液均匀连续涂布于平面工件表面的设备,一般是利用两个钢辊相对转动,钢辊之间布设胶液,钢辊之间的缝隙使得钢辊下表面形成胶膜,然后将胶膜转涂至工件表面,有单面涂胶和双面涂胶之分。由于钢辊之间的缝隙比较均匀,钢辊的运动速度可控,可以使基材表面均匀快速地形成胶膜。在微薄木贴面加工中,采用涂胶机还可以控制涂胶量,使得胶液不会演微薄木的管孔渗漏至表面,影响涂饰后的表面效果。
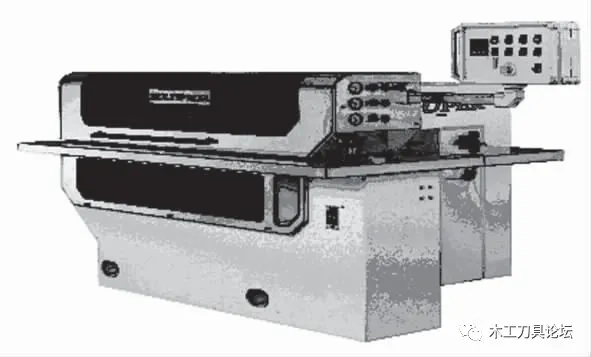
图8 自动连续纵向木皮拼缝机
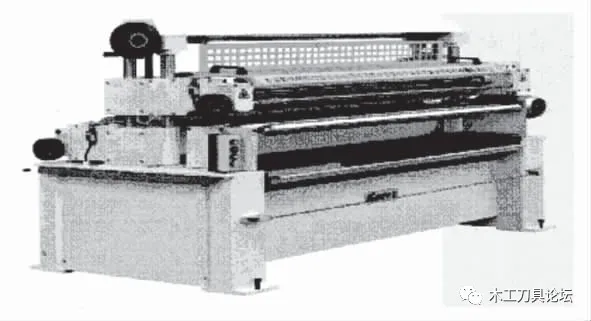
图9 双面涂胶机
涂胶机的选型要注意以下参数:
一是单、双面涂胶。双面涂胶效率高,产量大;单面涂胶胶液均匀稳定。
二是胶辊形式。一般有双钢辊、胶辊和钢辊组合、双胶辊三种形式,双钢辊涂胶机对于厚度有一定偏差的板材的涂胶均匀度有影响,胶辊和钢辊组合和双胶辊具有一定的弹性,可以适应一定范围内的厚度变化,涂胶均匀度较好。胶辊也分为光面和有沟槽两种,有沟槽的胶辊对施胶量的控制比较精准,但是清洗和维护相对要复杂得多,适合大批量生产使用。
三是最大加工宽度和厚度。对加厚板的涂胶有影响。
五、热压机
热压机(如图10所示)用于微薄木与基材的热压覆面,一般采用多孔钢板,使经过电加热的导热油通过管道导入钢板内部,对钢板进行加热。工件一般放置在两层钢板之间,由液压装置对钢板和工件加压,热量透过微薄木使胶液迅速固化,形成美观的覆面材料。
由于胶水在高温下干燥固化速度比较快,对于小规格工件,全部放置到压机中需要一定的时间。因此,如果双面同时贴,先放入压机的工件下表面与压机的压板接触受热,待最后一个小规格工件放置完毕,先放入的工件的小表面胶水已经在无压力的状态下受热过久,胶水已经固化或者部分固化。在此次压合完成后,先放入的工件极易产生饰面微薄木鼓泡、离层等缺陷。因此,对于小规格工件,多层压机也只能当作单层压机使用,而大规格工件(整张板)由于放入压机的速度比较快,对压贴质量影响并不大。
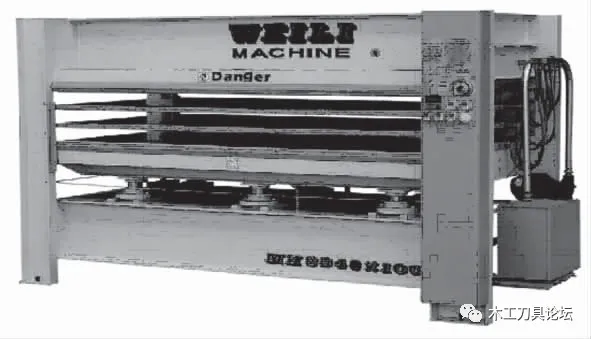
图10 三层热压机
由上可知,对于产品部件以小规格为主的生产线,热压机选择单层压机为宜;对于部件以大规格为主的生产线,热压机选择多层为宜。
另外,对于小规格工件,可以使用涂胶机单面涂胶,然后将工件摆放在一张整张夹板上,一起推入压机。这样既可以使用单层压机,也可以使用多层压机,并且可以将工件摆放与压机工作同步进行,有效地提高了工作效率。
热压机的选择中所要注意的参数不多,主要是压力、温度、压板规格等。
六、全自动直线封边机
板式家具中的板材经过锯切加工的端面必须经过封边的保护和美化。全自动直线封边机(如图11所示)是将实木、PVC等封边材料封贴于板材的边缘的设备。该设备将熔化的热熔胶涂布于工件端面,然后将封边材料压贴在工件上,热熔胶迅速固化形成胶黏力,将封边材料与工件结合,之后还要经过端切、修边、刮边、抛光、砂光等环节,使工件的端面形成美观的保护。
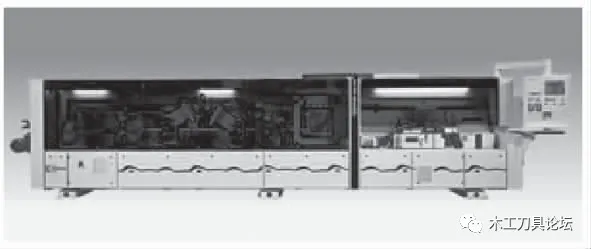
图11 全自动直线封边机
封边机的选配主要取决于待加工工件的形状特点、封边材料的类别,同时还要考虑生产率和质量等问题。
封边机的选型要注意以下功能的选配:
1.直线封边
直线封边配置时主要考虑封边特点,进行一些功能的增减选配。涂胶、端切、粗修边一般作为基本的配置,而预铣刀、刮边、抛光、跟踪修边等功能都作为独立的部分供选择。如对PVC或ABS等封边材料需加装刮刀装置;对实木封边条,需增加精修刀及砂光装置;为保证封边质量不受冬季气温低的影响,最好选择配备有远红外预热装置或者激光预热装置并对加工端面进行预热的封边机;其它可选择的附加配置也有很多,如自动跟踪圆角修边功能、铣刀装置等。
封边机的加工性能和加工质量对工件的美观和质量具有很大的影响。比较先进的封边机一般在最前端加装预铣装置,利用一对相对高速转动的铣刀对板材端面进行铣削加工,使端面形成向内微凹的型面,使得封边材料的边缘紧密地贴合在板材上,封边材料与板材的结合位置的缝隙极小,使板式部件完美无缺。
对于门板、台面等部件一般采用比较厚的封边材料(2~3 mm),还要求封边机具有追踪修边功能,使工件的端角部位得以精致修饰。
普通直线封边机对于锯断的封边带的两端不能进一步地修正(例如鸭嘴型桌面板封边条的两端)(如图12所示),跟踪修边装置就能修饰这类边角(图13所示)。可以这样说,普通直线型封边机只能修封边条的上下两条边,当增加了跟踪修边装置时就能把封边条的四周都进行修正(如图14所示)。大家都知道,当产品质量提高到一定水平,手工很难将整批产品转弯抹角都处理得一致,就必须采用设备很细腻地处理产品的边边角角,这也体现了产品的品质。所以跟踪修边装置为提高产品的品质、提高产品的附加值提供了保证。

图12 普通封边机封边的端面
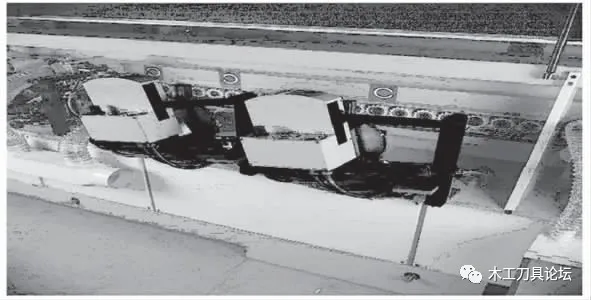
图13 封边机跟踪修边组件
在进行跟踪修边时,进料速度一般是恒定的。各种机型的进料速度不一致,但是当进料速度变化时跟踪修边效果就差,或不能跟踪修边。
对于0.4~0.8 mm厚度的封边带,跟踪修边作用就不大,这些封边带本身比较薄,用细砂纸处理一下就可以了;2~3 mm厚的封边带跟踪修边效果最好;封边带厚度大于3 mm跟踪修边装置就无能为力了,跟踪修边装置的修边刀一般圆弧R=3 mm,属于标准配置[1]。

图14 跟踪修边封边机封边的端面
对于比较厚的材料或者工件的封边(厚度大于30 mm),一般要选择上置胶箱。之所以选择上置胶箱,是因为下置胶箱向上供胶时对超厚材料容易产生供胶不足的现象,影响封边质量。
2.曲线封边
曲线封边可以采用几种方法进行加工。目前大多数厂家采用手工封边机(如图15所示)加工曲边部件,特别是有内弧的板材部件,封边机靠轮的直径将决定可以加工的最大曲线深度。使用手工封边机封曲边具有操作简单、投资少的特点。但是由于采用手工封边,质量相对不高,主要表现在胶合强度较低,重复精度差,返工率较高。同时手工封边机对于常用的厚型封边条(2.0~3.0 mm)封边相对比较困难,而对一些不可见部件上使用的薄封边条(0.4~1.0 mm)则可以进行直、曲线加工[2]。

图15 曲直线封边机(手动封边机)
3.数控加工中心或数控封边机
曲线封边机为了达到稳定的高质量水平,需要采用数控加工中心或数控封边机,这两种机器对于一些特殊曲面的封边可以显示出特别的优势。比如,使用封边带长度计数器可以使圆周封边对接的间隙最小,更适于制造高档家具商品。二者的区别是,加工中心可以实现从素板锯裁到最后零部件成形的全部工序,而专用的数控封边机只能完成封边和齐边工序,使用加工中心封边的缺点是封边占用总加工时间较大,降低了整个生产效率[3]。
七、多排多轴钻床
多排多轴钻床(如图16、图17所示)是用于板材工件的连接等孔位的加工的设备。该设备采用每个钻位之间相邻为32 mm的钻座,每个钻座排列8~10个钻位,相邻钻位反向高速旋转,钻排可以自由调节工位和钻孔深度,可以同时对一个端面和正面进行孔位加工。常用的有单排、双排、三排、四排及六排钻,一般六排钻可以同时对两个端面和一个正面进行孔位加工。
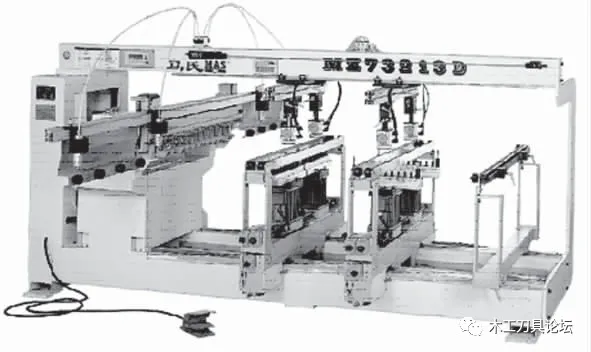
图16 多排钻床a

图17 多排钻床b
多排钻选型的重要参数:最大加工长度、最大加工宽度、最大钻孔深度、钻组定位方式、钻座的形式等。这里需要详细说明的是钻排定位方式和钻头快速接头的形式。
一是钻排定位方式。钻组的调节一般通过丝杆、直线齿轮齿条导轨、精密定位导轨三种方式。丝杆价格低廉,一般用于低端产品上。通过旋转丝杆调节(调节速度比较慢),调节到位后无需再采用其他定位装置,靠丝杆的阻止作用定位,定位精度稍差;直线齿轮齿条导轨价格适中,靠齿轮旋转后与齿条之间的啮合而移动,速度比较快,调节到位后一般需要气动锁止装置锁紧;精密定位导轨一般与工业电脑(PLC)相连,在电脑中输入定位点数据,直接推动钻组沿导轨滑动,通过钻组上的探测装置对导轨上均匀分布的磁点(磁点间距在0.01~0.1 mm之间,距离越小,定位精度越高)进行探测,并将探测结果转化为电讯号与工业电脑(PLC)进行闭路循环运算,在钻组到达定位点后自动进行气动锁止,定位速度快,可以实现自动化定位,成本比较高,一般应用于高级排钻产品[4]。
二是钻头快速接头的形式。钻头快速接头是将不同规格的钻头与钻座连接的主要装置,主要由内接式、外接式和螺杆式(如图18所示)。常用的为内接式,螺杆式因为结合速度最慢,已逐渐不被排钻所采用(如图19所示)。
钻排定位方式和钻头快速接头的形式在一定程度上对排钻的工作效率有影响,对于定制生产的产品部件的加工效率影响尤甚。因此,在排钻选型时要加以注意。
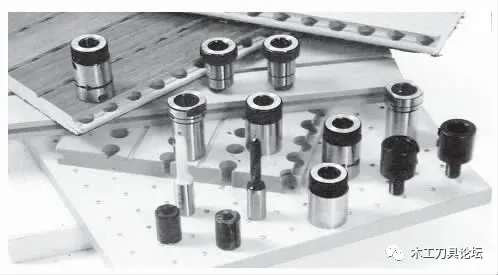
图18 排钻钻头常见快速接头
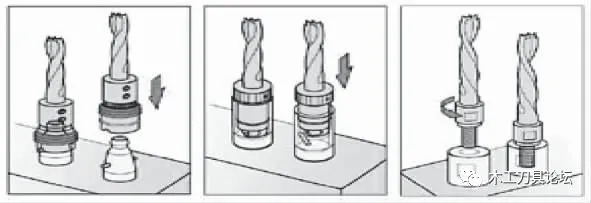
图19 排钻钻头快速接头的安装方式
三是钻轴。钻轴作为一个标准的组件,本身是不能改动参数的。但是钻轴整体的角度调整(如图20所示)对钻孔效率的影响很大。例如,柜体侧板通常都有层板孔,它们与主要连接孔位的方向是呈垂直90°角的,如果钻轴不能调整,则需要分数次进行加工,而如果钻轴的角度可调,则可以减少加工的次数,提高生产效率。

图20 多排钻床钻轴的调整
八、结语
板式家具常用设备的选型,应该根据产品的特点、工艺流程、产量等数据进行充分的分析,获取参数,在此基础上总结出对设备的性能和参数要求,根据要求进行设备选型,才能更加贴合家具生产的具体需要,从而获得较好的经济效益和社会效益[5]。
版权声明:由于部分文章来源于网络,另外有些文章推送时未能及时与原作者取得联系。若涉及以上版权问题,敬请原作者联系我们删除或处理。






